

傳動鏈條
- 標(biāo)準(zhǔn)傳動鏈條 >
- 重載系列傳動滾子鏈條 >
- 開口銷型傳動滾子鏈條 >
- 高強度傳動鏈條 >
- 特殊傳動鏈條 >
- 免加油自潤滑傳動鏈條 >
- 耐環(huán)境傳動鏈條 >
- 齒形鏈條 >
- 石油鏈條 >
- 鏈條配件 >
小型輸送鏈條
- 通用小型輸送鏈條 >
- 免加油小型輸送鏈條 >
- 耐環(huán)境小型輸送鏈條 >
- 帶滾輪輸送鏈條 >
- 倍速鏈條 >
- 空心銷軸鏈條 >
- 側(cè)彎鏈條 >
- 尖齒鏈條 >
- 帶橡膠附板鏈條 >
- 帶U型附件鏈條 >
- 夾膜鏈條 >
- 工程塑料內(nèi)節(jié)鏈條 >
- 塑料滾子鏈條 >
- 塑料輥道鏈條 >
- 中孔鏈條 >
- 特殊小型輸送鏈 >
- 帶特殊附件輸送鏈 >
大型輸送鏈條
- 通用大型輸送鏈條 >
- 特殊大型輸送鏈條 >
- 大型空心銷軸輸送鏈條 >
- 軸承滾子大型輸送鏈條 >
- 耐環(huán)境大型輸送鏈條 >
- 帶滾輪大型輸送鏈條 >
- 倍速大型輸送鏈條 >
- 滾針套筒大型輸送鏈條 >
- 帶特殊附件大型輸送鏈條 >
- 針對特殊用途輸送鏈條 >
- 大型輸送鏈條配件 >
特種輸送鏈條
- 電子波峰焊行業(yè)應(yīng)用 >
- 電鍍設(shè)備行業(yè)應(yīng)用 >
- 造紙廠行業(yè)應(yīng)用 >
- 制藥廠包裝機行業(yè)應(yīng)用 >
- 汽車廠行業(yè)應(yīng)用 >
- 牙膏包裝輸送線行業(yè)應(yīng)用 >
- 光伏設(shè)備制造行業(yè)應(yīng)用 >
- 畜牧業(yè)自動化包裝機鏈條 >
- 巧克力食品行業(yè)應(yīng)用 >
- 人造板/木地板制造行業(yè)應(yīng)用 >
- 醫(yī)療設(shè)備行業(yè)應(yīng)用 >
- 啤酒廠易拉罐生產(chǎn)線輸送鏈條 >
- 速凍隧道鏈條 >
- 糖機鏈條 >
- 啤酒灌裝輸送鏈條 >
- 人造板輸送鏈條 >
- 噴涂設(shè)備輸送鏈條 >
- 煙草機械輸送鏈條 >
- 提升機用鏈條 >
- 紡織機械用鏈條 >
- 紙卷用輸送鏈條 >
- 印鐵烘房線鏈條 >
- 雙向活動鏈條 >
- 刮板輸送鏈條 >
- 洗煤機用輸送鏈條 >
- 堆取料機輸送鏈條 >
- 橡膠手套輸送鏈條 >
- 污水處理輸送鏈條 >
- 雙鉸接輸送鏈條 >
- 鋼廠用輸送鏈條 >
- 塊式輸送鏈條 >
- 筑路機械鏈條 >
- 棕油鏈條 >
- 汽車生產(chǎn)線鏈條 >
- 軟管專用鏈條 >
- 聚酯薄膜橫拉鏈條 >
- 鋪路機用鏈條 >
- 包裝機械鏈條 >
- 挖溝機鏈條 >
- 礦山冶金鏈條 >
- 木材輸送鏈條 >
- 糧食機械輸送鏈條 >
- 垃圾處理用輸送鏈條 >
- 鋼卷傳輸用輸送鏈條 >
工程鏈條
起重鏈條
- 板式鏈條 >
- 堆高機用板式鏈條 >
- LH系列板式鏈連接環(huán) >
- LL系列板式鏈連接環(huán) >
- LH系列板式鏈連接銷軸 >
- LL系列板式鏈鏈接銷軸 >
- 多板銷軸鏈條 >
- 無滾子提升鏈條 >
不銹鋼鏈條
- 不銹鋼滾子鏈條 >
- 不銹鋼滾子鏈條附件 >
- 不銹鋼雙節(jié)距輸送鏈條 >
- 不銹鋼雙節(jié)距輸送鏈條附件 >
- 不銹鋼空心銷軸鏈條 >
- 不銹鋼側(cè)彎鏈條 >
- 不銹鋼加長銷輸送鏈條 >
- 不銹鋼倍速鏈條 >
- 不銹鋼帶滾輪輸送鏈條 >
- 不銹鋼大型輸送鏈 >
- 不銹鋼特種輸送鏈條 >
頂板鏈/鏈板
鏈輪
- 銷齒傳動 >
同步帶輪
- XLH標(biāo)準(zhǔn)梯形齒同步帶輪 >
- HTP圓弧齒同步帶輪 >
- T型齒同步帶輪 >
- AT型齒同步帶輪 >
- BTL錐孔同步帶輪 >
- HTP型錐孔同步帶輪 >
齒輪齒條
蝸輪蝸桿
聯(lián)軸器
- 鏈條聯(lián)軸器 >
- 梅花聯(lián)軸器 >
- 鼓形齒式聯(lián)軸器 >
- 彈性聯(lián)軸器 >
- 剛性聯(lián)軸器 >
- 卷掛形聯(lián)軸器 >
- 盤式聯(lián)軸器 >
- 彈性桿聯(lián)軸器 >
- 動力剛性聯(lián)軸器 >
聯(lián)結(jié)件
- B系列脹緊套 >
- E系列脹緊套 >
- D系列脹緊套 >
- F系列脹緊套 >
- T系列脹緊套 >
- ML系列脹緊套 >
- HL系列脹緊套 >
- SD系列脹緊套 >
- SS系列脹緊套 >
- SK系列脹緊套 >
- BTL系列錐套 >
- QTL系列錐套 >
- STL系列錐套 >
圓環(huán)鏈&吊具
- 礦用圓環(huán)鏈條 >
- 冶金專用吊具系列鏈條 >
- 吊裝圓環(huán)鏈條 >
- 提升圓環(huán)鏈條 >
- 船用/捕魚用圓環(huán)鏈條 >
- 出渣機用圓環(huán)鏈條 >
- 景觀橋索鞍索夾 >
輸送帶
- 鋼絲繩芯輸送帶 >
- 織物芯輸送帶 >
- 礦用耐沖擊輸送帶 >
- 芳綸輸送帶1 >
- 耐高溫輸送帶 >
- 阻燃輸送帶 >
- 金屬網(wǎng)芯輸送帶1 >
- 鋼絲繩牽引輸送帶1 >
- 管狀輸送帶 >
- 花紋輸送帶2 >
- 覆蓋帶 >
- 擋邊輸送帶 >
- 防附著輸送帶2 >
- 節(jié)電型輸送帶2 >
- 防撕裂輸送帶 >
- 隧道用輕型鋼絲繩芯輸送帶2 >
- 特殊高伸長度聚酯帆布輸送帶2 >
- 提升帶1 >
- 夾帶式輸送機覆蓋帶1 >
- 水壓機外胎(膠墊)1 >
- 實際案例 >
脹緊套
離合器
過載保護設(shè)備
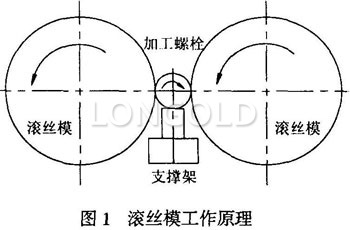
CrWMn鋼制滾絲模熱處理工藝改進
一、前言
CrWMn鋼制滾絲模采用碳氮共滲再進行螺紋滲硼的復(fù)合滲強化工藝后。滾絲模表面共滲層深度達0.3mm,共滲層表面硬度高于碳氮共滲強化表面硬度,取代了氰化鹽浴滲碳工藝,保護了環(huán)境。新工藝已應(yīng)用于工業(yè)生產(chǎn),滾絲模平均使用壽命達到了120萬件,取得了較好的經(jīng)濟效益和社會效益。
CrWMn鋼制滾絲模(滾絲M8~M45mm),采用氰化鹽浴滲碳工藝經(jīng)680℃預(yù)熱、820℃淬火、200℃回火,清洗處理后表面硬度為48~52HRC。在使用過程中經(jīng)常發(fā)生早期失效,形式有:牙紋剝落、崩刃、堆牙、牙紋過早磨損、牙型剝落等。滾絲模平均使用壽命不到20萬件,主要原因是滾絲模在鹽浴加熱處理過程中,滲碳溫度高,淬火后零件發(fā)生表面脫碳、過熱和腐蝕,嚴(yán)重降低了表面硬度、強度、耐磨性、抗疲勞等性能。另外“三廢”污染嚴(yán)重,耗電大。經(jīng)反復(fù)探討試驗,采用碳氮共滲再進行螺紋滲硼的復(fù)合滲強化工藝,表面共滲層達0.3mm,硬度為1600~1800HV0.1,基體硬度為58~60HRC,滾絲模早期失效極少,達到了平均使用壽命120萬件的要求。
二、試驗材料及試驗方法
試驗材料:CrWMn鋼。
試驗方法:氣體碳氮共滲在RJJ-6-9T井式滲碳爐中進行,采用微機自動控溫,試驗溫度為720、740、760、780、800、820℃。滲劑為氨氣+甲醇+煤油。將自行研制的催滲劑裝入不銹鋼容器內(nèi),與試樣一同放入爐中。試樣加工成Φ20mm×100mm試棒。采用HBRVU-187.5布洛維光學(xué)硬度計和HX-3型顯微硬度計測量表面顯微硬度,用金相法測量滲層厚度。
試驗過程
1、滲劑的選擇
對滲劑的選擇應(yīng)具有熱分解溫度不太高,原料供應(yīng)充足和價格低廉等條件,為此對煤油、甲醇、乙醇、甲酰氨、丙酮、苯胺及氨氣等有機化合物進行了試驗,發(fā)現(xiàn)用煤油作滲碳劑,爐內(nèi)碳黑較多,爐氣碳勢偏低。硬度不能滿足要求。用甲醇作載氣,苯胺作富化氣,爐內(nèi)碳黑較少,但硬度過高。用甲醇作載氣,煤油作富化氣,爐內(nèi)碳黑則更少,可進行氣氛的碳勢控制,試棒硬度在58~62HRC。
故選擇甲醇作載氣,煤油和氨氣作滲劑進行碳氮共滲處理,碳勢用CO2紅外儀器控制。
2、稀土催滲劑的配制
在滲碳劑中加入自行研制的液態(tài)稀土催滲劑可使?jié)B速提高30%~50%。稀土氯化物(RECl3)可直接向有關(guān)化工廠購買。根據(jù)需要將稀土氯化物按不同比例溶于甲醇或乙醇中,得到稀土催滲劑,即可直接滴入井式滲碳爐中進行催滲處理。經(jīng)查閱相關(guān)文獻和反復(fù)試驗論證,得到稀土碳氮催滲劑的最佳質(zhì)量(g)比為甲醇:甲酰胺:尿素:稀土=1 000:(160±30):(130±10):(7±3)。稀土催滲劑的用量根據(jù)工件裝載量和表面積大小等因素進行調(diào)整。
三、工藝參數(shù)的確定
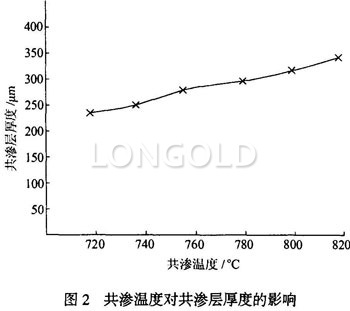
1、共滲溫度
碳氮共滲含氮量隨著溫度提高而降低,滲層厚度又隨著溫度提高而提高,要保持一定的含氮量和一定的滲層厚度,結(jié)合滾絲模要求滲層不厚和變形小,考慮溫度選在720、740、。760、780、800、820℃6種。試驗結(jié)果如圖2所示,隨著溫度的提高,共滲層厚度呈上升趨勢,考慮工藝操作及組織、硬度和技術(shù)指標(biāo)質(zhì)量的穩(wěn)定性,最后選用800℃為共滲溫度。
2、共滲時間
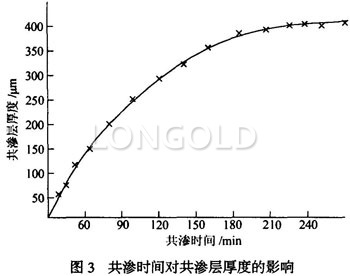
圖3為采用800℃共滲溫度,滲層厚度隨時間變化曲線。滲層厚度隨時間延長呈上升趨勢。共滲90min的滲層厚度達0.2mm以上,共滲180rain滲層厚度達0.4mm,根據(jù)滾絲模滲層厚度要求大于0.25mm。故選用150min共滲時間。
圖3還顯示,當(dāng)時間超過180min后,催滲劑對滲層厚度的影響明顯下降,共滲180rain的試樣與共滲240min的試樣滲層厚度相差很小。原因是在共滲初期,試樣表面還沒有形成一定厚度的滲層,共滲過程的控制因子主要是產(chǎn)生活性原子的界面反應(yīng)和吸收活性原子的過程,因此催滲的效果明顯;共滲180min后,試樣表面已基本被碳、氮原子所飽和,因而吸收活性原子的速度減慢,催滲效果不及初期明顯。
三、工藝操作過程
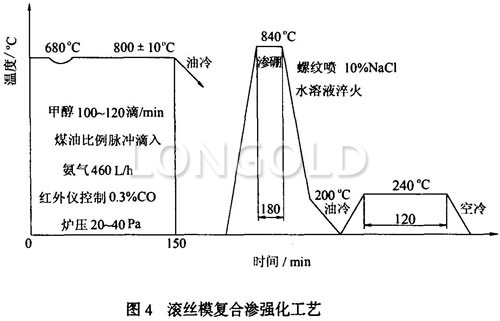
氣體碳氮共滲工藝的質(zhì)量控制,實際上是控制共滲工藝過程的碳氮勢,可用CO2紅外儀控制。操作過程包括開爐前的準(zhǔn)備,零件裝爐及裝爐后的排氣,共滲處理及零件出爐后淬火、回火等階段,保證工藝穩(wěn)定,共滲件質(zhì)量得到保證。綜合工藝試驗,并經(jīng)過反復(fù)驗證,得出圖4滾絲模復(fù)合滲強化工藝。
將經(jīng)碳氮共滲的滾絲模螺紋表面粗糙度研磨至Ra0.8µm,清理干凈后,涂以膏體滲硼劑(膏體滲硼劑質(zhì)量分?jǐn)?shù)為:Na2B4O725%+KBF410%+稀土氯化物5%+石墨60%)。自然干燥后,密封裝入滲箱,進行840℃×3h滲硼,保溫后開滲箱直接對滾絲模螺紋噴10%NaCl水溶液冷卻,淬火冷至200℃后油冷,立即轉(zhuǎn)入240℃硝鹽槽內(nèi)回火2h。
1、準(zhǔn)備工作
開爐前必須檢查滲劑管路系統(tǒng)是否暢通,爐罐及排氣管清理干凈,檢查清理完畢后將爐溫升到共滲溫度。
2、裝爐密封
裝爐量應(yīng)按照裝爐工件的總面積來衡量。表面積越大,需補充更多的滲劑,才能保持較穩(wěn)定的碳氮勢和滲勢,60kW井式爐裝爐工件表面積6~9mzo按照工藝規(guī)范將擺放整齊的工件裝入爐內(nèi).密封爐蓋后升溫。氣體滲碳爐風(fēng)扇軸加雙密封環(huán).爐蓋采用雙層密封刀槽。
3、排氣
采用大劑量排氣可縮短排氣時間。在爐溫回升過程中溫度較低,而氨分解的溫度較低(600℃裂解率達99%以上),排氣效果較好,但通入大量氨,特別是未充分干燥時,因露點升高使氧化加劇,在爐溫回升過程中,采取先通氨(封爐后就開始通氨)后滴入甲醇、煤油排氣。爐溫恢復(fù)正常后,延長30 min左右使工件燒透,并使?fàn)t氣恢復(fù)正常。爐子到溫后.取氣樣分析,使CO2控制在0.3%以下,碳勢在1%以上,此后進入正常共滲階段。排氣階段及時點燃廢氣火苗。
4、共滲處理
進入正常共滲階段后,將甲醇、煤油滴量調(diào)整到正常加入量。關(guān)小排氣閥,使?fàn)t壓控制在20~40Pa,廢氣火苗呈杏黃色,高度120~150mm。
5、淬火及回火
共滲處理結(jié)束后,切斷電源,出爐淬火。
四、試驗結(jié)論及分析
1、金相組織
共滲層的金相組織為:細(xì)針狀馬氏體+少量殘留奧氏體,粗大的碳化物變細(xì)小,重新分布趨于均勻,使晶粒細(xì)化。碳化物顆粒平均尺寸為0.1µm,晶粒細(xì)化達到10級。
在操作過程中,如果出現(xiàn)排氣不完全,共滲劑滴量不穩(wěn)定,爐溫偏低等熱處理工藝失常現(xiàn)象,在共滲層的金相組織中就顯示出下列缺陷:表面產(chǎn)生大塊狀碳氮化合物或網(wǎng)狀屈氏體.出現(xiàn)這種組織對零件的硬度及耐磨性都是不利的,必須嚴(yán)格執(zhí)行熱處理工藝。
2、滲層硬度測定
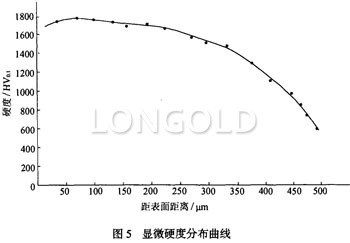
經(jīng)HX3型顯微硬度計測定的滲層顯微硬度分布情況由圖5可見,表面硬度1600~1 800Hv0.1,在200pm內(nèi)維持較高的硬度值,隨后硬度值降低,平緩地過渡到心部。經(jīng)布洛維光學(xué)硬度計測量,基體硬度為58~60HRC。
3、采用稀土催滲劑對滾絲模復(fù)合滲強化工藝過程的影響
工件有效滲層厚度提高到0.3mm以上,高于普通碳氮共滲的0.20~0.25mm,有效滲層硬度值提高到1600~1800HV0.1,山高于普通碳氮共滲的600~800HV0.1山工件獲得了更高的表面硬度和耐磨性。取代了氰化鹽浴滲碳工藝,消除了“三廢”環(huán)境污染,保護了環(huán)境,新工藝已應(yīng)用于生產(chǎn),滾絲模平均使用壽命達到了120萬件,取得了較好的經(jīng)濟效益和社會效益。
- 上一條:上一篇:制造鏈條套筒的少廢料工藝
- 下一條:下一篇:鏈條彎鏈板自動連續(xù)沖擠4孔成形新工藝設(shè)計
?
 粵公網(wǎng)安備 44011202001507號
粵公網(wǎng)安備 44011202001507號